铸造工厂老旧制芯机电控系统升级改造


1调查、分析1.1存在问题制芯车间的一台8640射芯机(设备编号:15#)为苏州铸造机械有限公司生产的制芯机,于1998年投产,至今已20多年时间,为车间生产重要设备。设备存在如下问题:1)该设备的操......
1调查、分析
1.1存在问题
制芯车间的一台8640射芯机(设备编号:15#)为苏州铸造机械有限公司生产的制芯机,于1998年投产,至今已20多年时间,为车间生产重要设备。设备存在如下问题:
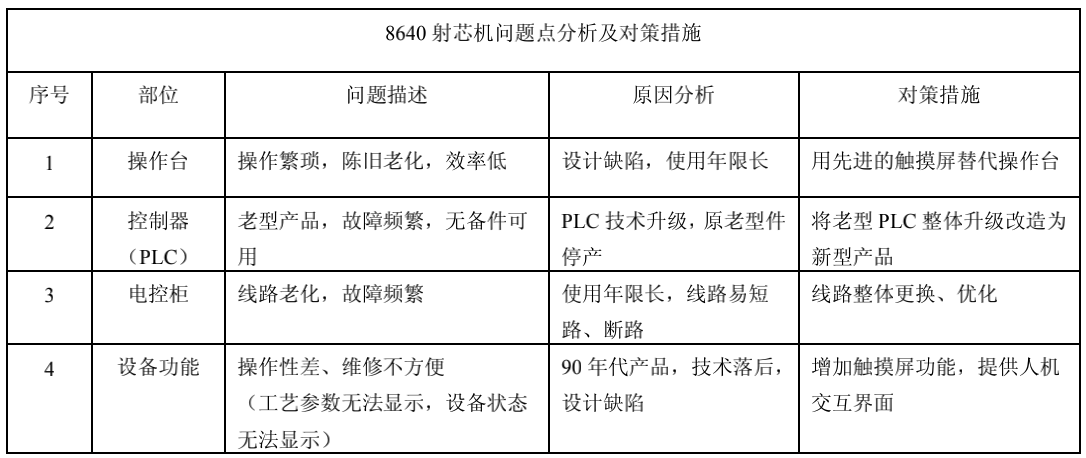
1)该设备的操作方式为操作台控制,全部采用按钮操作,操作较为繁琐,且设备原设计无状态显示、无工艺参数锁定等功能,操作不直观,重要的工艺参数无法可靠实现和显示。对生产效率和质量控制造成一定的难度。
2)由于设备使用年限较长,设备电气元件及线路老化,电气系统故障较多。该设备的控制系统使用的是PLC集中控制,输入输出点位较多,出现故障时不能直观显示,需要参照PLC输入输出接线图、梯形图和PLC上的指示灯,逐一进行排查,没有直观的逻辑关系显示,关键的故障点不容易,再加上维修工技能高低不一,造成故障排查和维修时间较长,经常影响正常生产,设备生产效率较低。
3)设备控制核心为PLC控制,采用的是三菱F1老型可编程控制器,目前该PLC已经停产,市场上已无备件可用,存在一旦PLC老化损坏后无备件可用的窘况。
1.2原因分析
设备存在以上三方面问题主要原因可总结为:
1)设备为九十年代产品,自身的设计缺陷导致设备操作性不良,人机交互界面差,故障维修耗时较长。重要工艺参数(如:射砂时间、固化时间)无法可视化显示,操作者、管理者无法快速对工艺的执行进行检查确认,加大了质量控制难度。
2)设备技术水平的不断升级换代,目前采用的老式PLC已为市场淘汰产品,备件无法准备,存在设备故障后无备件可用的问题。
3)设备使用年限长(20年),电气系统存在老化现象,故障频繁,影响生产效率,且部件老化陈旧造成设备外观形象不良。
1.3对策措施
通过现状调查和原因分析,具体的对策措施如下:
1)原设计的操作台全部采用按钮控制,按钮控制的问题是:线路较多、操作面板较大、操作台占地面积大。针对按钮控制存在的问题可利用目前先进的触摸屏技术,用触摸屏替代按钮操作。
2)系统原来的可编程控制器(PLC)为三菱F1系列产品,为80年代产品,目前已经停产,无备件可用。针对老型产品存在的问题,需对PLC进行升级改造,采用三菱通用的FX2N系列产品,升级替代老型产品,根本上解决PLC老化问题。
3)电控系统控制线路使用20多年,线路老化破损问题严重,控制柜、操作箱线路凌乱。对设备控制线路(含PLC控制线路、加热控制线路、电磁阀接近开关线路)全部进行更换,优化改进部分不合理、故障集中的部位(如加热温控线路、电磁阀线路)。
4)通过增设触摸屏和改进PLC,电控系统硬件升级后,再完善升级触摸屏及PLC相关的软件功能,增加设备状态现状、工艺参数设置、故障提示及手动操作等功能,完善设备功能。
2备件选型技术分析
2.1触摸屏的选择
目前市面上的触摸屏可选较多,对各种触摸屏作如下比较:⑴、西门子触摸屏为市场上的高端产品,屏显分辨率高、但其对编程器的配置和系统软件要求较高,价格较高。⑵、低端的产品为维纶通、昆仑等系列产品,价格低、编程方便但其系统的兼容性和稳定性一般。⑶、中端产品为三菱、欧姆龙系列产品,其性价比较高,考虑到设备的PLC也为三菱的控制系统,从兼容性和稳定性方面考虑,本次改造选用三菱的触摸屏,最终综合考虑,选用了三菱的GS2110-WTBD型触摸屏(10寸屏)。
2.2可编程控制器的选择
设备原系统采用的三菱F1系列PLC系统,主要配置为:1台F1-80MR型的PLC,2台F1-16EX型的输入扩展模块,1台F1-8EYR输出模块。本项目考虑对系统进行升级改造,为保证运行的稳定性和后期维修方便性、通用性,PLC系统采用三菱主流的FX2N系列产品,采用1台FX2N-80MR型PLC,2台FX2N-16EX型的输入扩展模块,1台FX2N-8EYR输出模块。
2.3其他
⑴软件:硬件设施准备到位后,需准备相应的软件进行编程、系统组态、输入程序、调试软件。PLC系统需准备的软件为:三菱GXDeveloper(7.3版以上)。触摸屏系统需准备的软件为:GTDesigner3组态软件。
⑵线缆:控制线缆、耐热线缆、编程器连接线缆等。
3实施过程介绍
2.1设计阶段
1)对电控系统重新进行设计,绘制电气控制原理图、接线图。
2)触摸屏组态准备,设计人机交互界面。
2.2实施阶段
1)硬件安装
(1)拆除原来陈旧的按钮操作台,新制作一台触摸屏操作台,操作台上设置基本的启动、停止、选择、紧急开关和指示灯方便操作,安装一台三菱10寸触摸屏。
(2)拆除原来老化的PLC控制器(含主机、输入输出模块),将新型的三菱PLC控制器安装到位。
(3)拆除原来老化的线路,按照控制原理图和接线图,重新进行铺设线路、接线、安装电器元件(断路器、接触器等)。如图:

2)软件程序的编制、调试
(1)利用触摸屏组态软件设计制作人机交互界面,交互界面包含:设备状态显示窗口,手动操作窗口、工艺参数设置窗口和故障提示窗口,本系统为4分屏,开机后自动进入状态界面。如下图:

(2)PLC控制程序编制
由于原来的PLC为老型的F1产品,无电脑编程器连接端口,程序无法通过电脑上传,只能重新对设备的控制程序重新进行设计编制。采用三菱软件,编制设备梯形图程序,在程序中预留触摸屏使用的变量,对程序进行编译后传入PLC控制器。
编程截图
⑶PLC与触摸屏的连接通讯
2.3硬件、软件安装完成后通电试机运行、调试
调试过程为:手动调试单个动作,手动调试加热,自动空运行(不含射砂固化),自动单周运行,自动带模具连续运行。
4效果、总结
经过连续生产验证,设备电控系统升级改造,达到预期目的,设备电控系统焕发“青春”,主要体现在:
1)采用触摸屏操作直观、简捷、方便,触摸屏规范、美观。
2)设备能自动可靠运行,工艺参数自动执行、显示,可靠保证了工艺,确保了质量,提高了效率,经比较,生产效率提高了约10%。
3)整改了线路,故障停机率大大降低。触摸屏增加了状态显示、故障提示功能,方便维修人员快速查找故障,提高维修效率。

改造前后对比
本次设备改造,是一次以己为主,利用新技术、新装备进行的一次创新项目,在提高生产效率、保证质量,节能减排等方面取得了较好的效果。
目前,铸造工厂设备老旧现象普遍存在,在总结本次升级改造成功经验基础上,继续对其它老旧设备实施技术改进,充分利用现有资源和技术,努力使设备焕发青春,为公司节约改造、维修、维护费用,努力提高设备运行效率,保证产品质量。
原文刊载于《2019重庆市铸造年会论文集》重庆庆铃铸造有限公司肖波何勇
本文链接:https://goko.jsntrg.cn/211651783097.html