项目3汽车行业冲压送料线的应用-东风汽车


摘要:摘要:在汽车行业的冲压流程主要应用于生产不同的汽车钣金制作,以前冲压车间多为手工或半自动生产线,生产效率低,工人劳动强度大,已经不能满足生产需求。而实现冲压送料线的自动化送料对于提高生产效率有非......
摘要:摘要:
在汽车行业的冲压流程主要应用于生产不同的汽车钣金制作,以前冲压车间多为
手工或半自动生产线,生产效率低,工人劳动强度大,已经不能满足生产需求。
而实现冲压送料线的自动化送料对于提高生产效率有非常明显的优势。
故本文将论述通过采用三菱汽车的行业方案帮助客户采用三菱全闭环伺服应用
在冲压自动化送料生产线的解决方案
冲压自动化送料线概况
本案例中冲压自动化生产线采用了级进模冲压的方式,一般由开卷送料机、冲压机、级进模、自动下料线组成。实现从卷料开卷、料带较平、料带涂油、冲压成件、下线收集成品件的自动过程。冲压机床在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。如下图所示
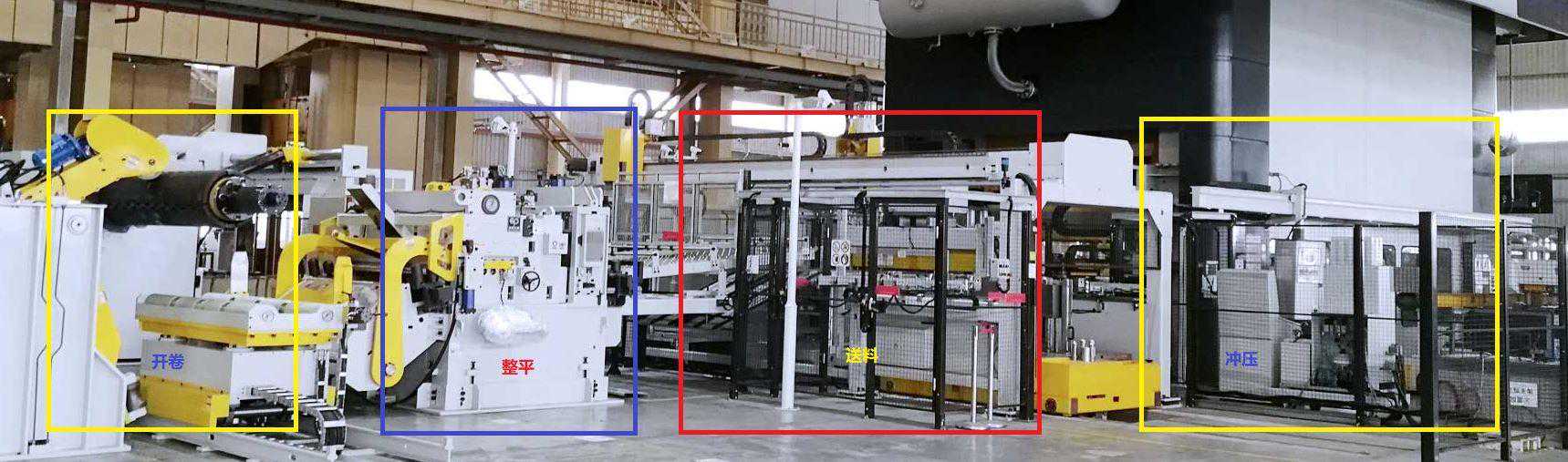
汽车冲压送料产线630T
本案例的冲压自动化生产线实物图主要有6个部分组成,分别为开卷放料单元、材料整平单元、运送储料单元、自动送料单元,冲压成型单元及送料输出单元组成。
开卷放料单元。
如下图所示,主要将车内衬钢板卷材,通过采用37Kw三菱变频器和东元的电机进行转矩放卷控制,起到一个反向拉伸卷材维持恒定拉伸张力的作用。

开卷放料单元
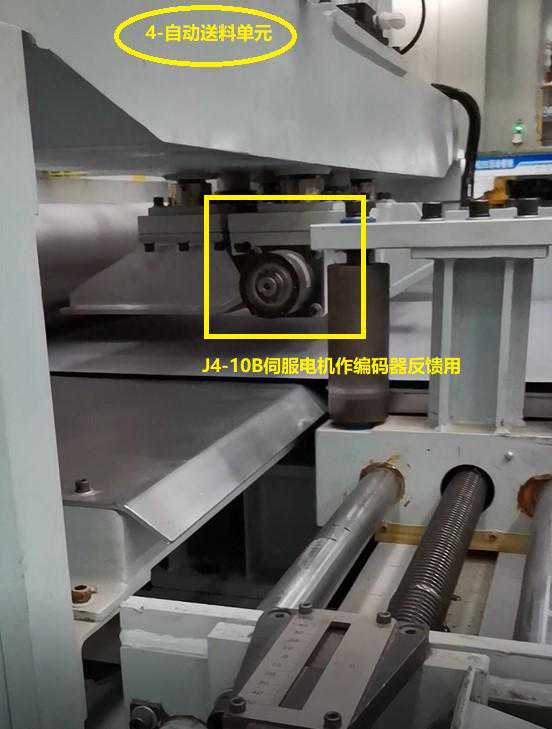
自动送料单元
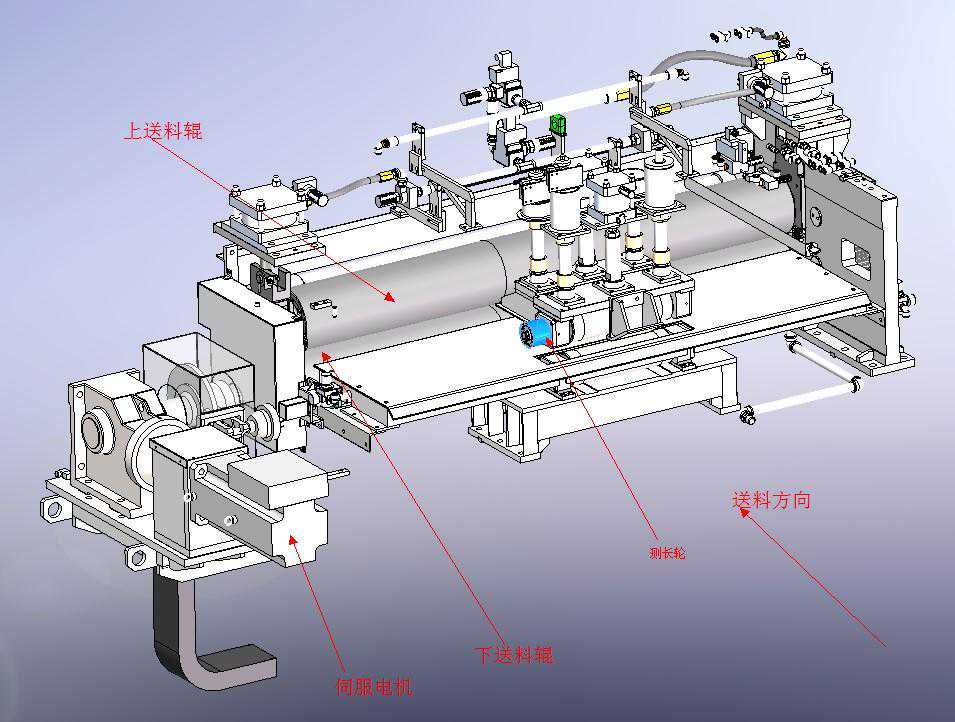
自动送料单元
冲压成型单元
客户采用650T冲压单元进行控制,通过Profibus与QPLC进行通信控制,故控制模块中添加了QJ71PB93D模块,其冲压机实物图如下

630T冲压机
送料输出单元
将冲压好的物料,通过变频器传送输出到物料箱自动堆垛收集好,其实物图如下所示:

送料输出单元
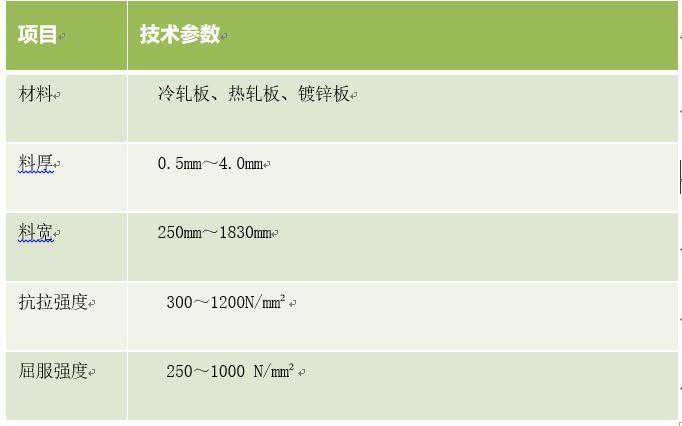
冲压自动化送料线的技术指标
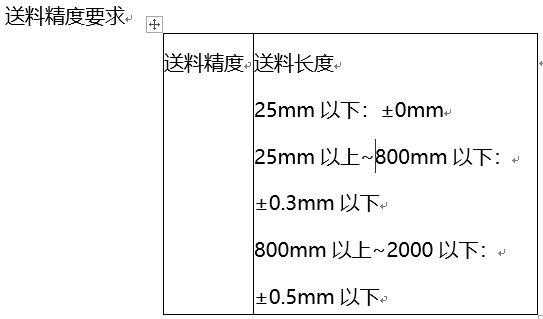
客户设备主要用来冲压汽车的内衬钣金及小零部件产品。通过将钢材卷料通过放料、整平处理后,在冲压机的一次行程中完成一系列的不同的加工内容。在一次冲压行程后,由送料机按照固定的进给步距进行下一次的送料。其指标如下:
项目配置

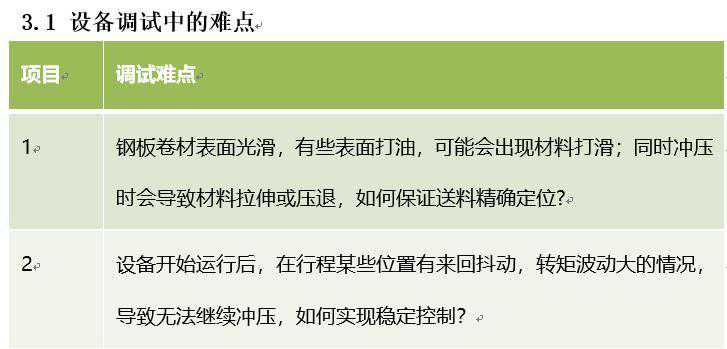
技术难点
最终调试结果

项目心得总结
通过项目的调试,冲压自动送料控制上主要是要考虑设计全闭环控制而避免材料打滑现象出现定位不准的问题;同时冲压时会导致材料拉伸或压退,通过采用了全闭环伺服的切换功能进行分别控制来避免冲压时材料不稳定的问题。
伺服增益这边开始通过自动增益无法实现稳定效果,存在累计偏差,后通过一键调整后,再在此基础上再根据波形进行调整才能实现较好效果。但目前也存在情况为参数不能通用,若客户材料差异较大,需校正参数才能进行较好的控制。目前建议为根据客户材料种类配置多配放参数组进行对应,需后续改善。
由于此设备为客户仿制日本设备,但由于产品区域限制,客户采用了全新方案。解决了大部分较难课题,此次为全闭环伺服在汽车行业的典型应用方案,具有重要的参考价值。
我是三菱厂家的谢工,有后续项目开发交流,欢迎私信给我,谢谢!
本文链接:https://goko.jsntrg.cn/724084112347.html